Flash in injection-molded polypropylene (PP) parts can be a frustrating issue. Those unwanted extra bits of material around the edges not only affect the part's appearance but can also lead to assembly issues and added finishing costs. Fortunately, with the right techniques, flash can be minimized or even eliminated.
To reduce flash in injection-molded PP parts, focus on mold maintenance, optimizing process parameters, and ensuring proper material flow. These adjustments help produce cleaner, more precise parts that require less post-processing.
Let’s dive into the key techniques to prevent flash in PP parts.
Why does flash occur in PP injection molding?
Flash in PP injection molding happens when molten polypropylene escapes from the mold cavity due to factors like excessive pressure, poor mold alignment, or worn-out mold components. These issues create small gaps that let the material seep into unintended areas, forming a thin, unwanted layer of plastic on the edges.
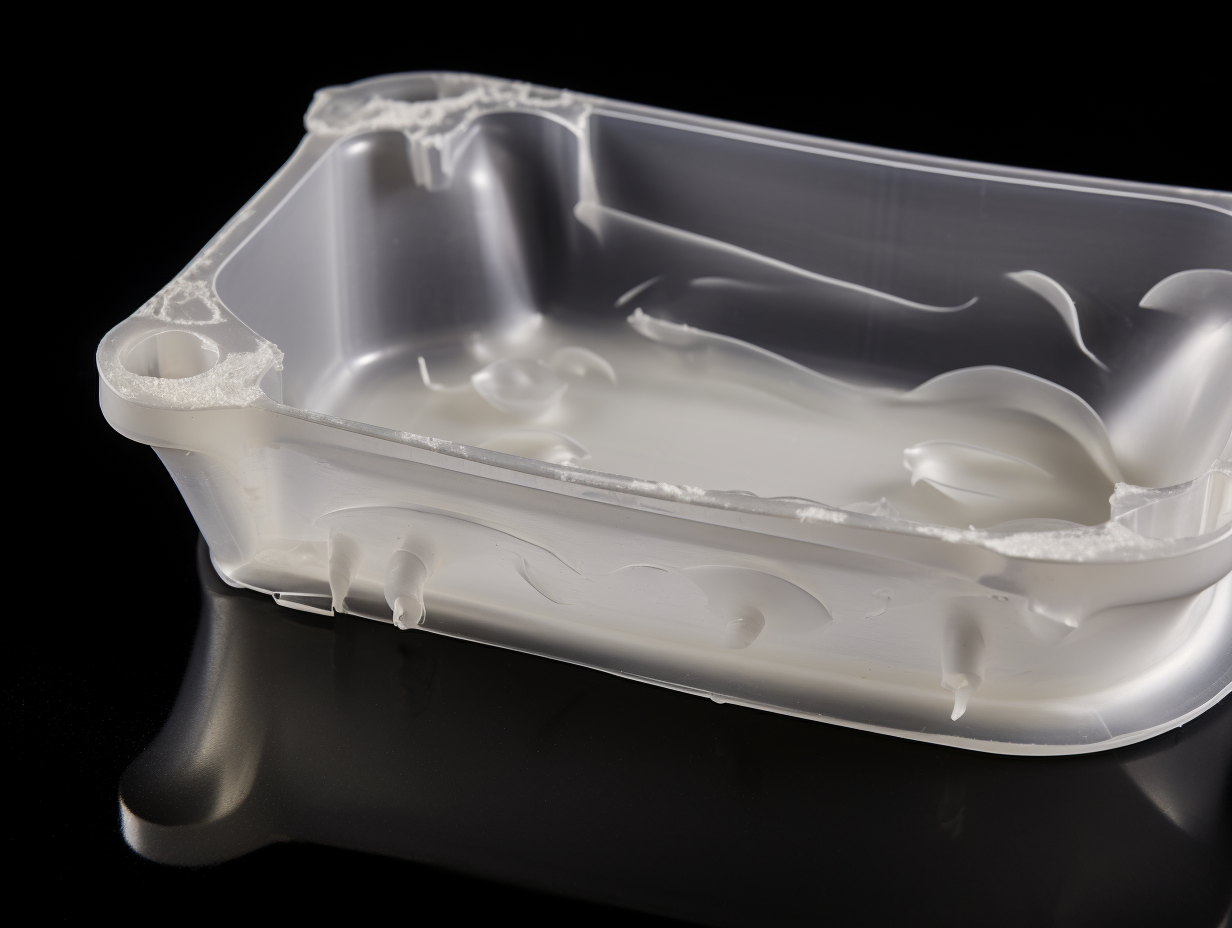
Think of it like pressing down too hard on a sandwich—if the bread isn’t perfectly aligned or there’s too much pressure, the filling will squeeze out of the sides. Similarly, when molds aren’t aligned precisely or there’s too much injection pressure, the molten PP leaks out through tiny openings, resulting in flash. This escape of material not only looks messy but also requires additional work to clean up.
How can mold maintenance help reduce the occurrence of flash?
Mold maintenance is like keeping your car well-tuned—small adjustments make a big difference in performance.
Regular mold maintenance keeps the mold cavity aligned and free from gaps, reducing the risk of flash in injection-molded parts. By ensuring tight parting lines and inspecting for wear, we can maintain a snug fit that prevents material from leaking out.
| Maintenance Action | Purpose | Frequency |
|---|---|---|
| Inspect mold parting line | Detects and prevents gaps | Every 50 cycles |
| Check ejector pins | Avoids wear-related misalignment | Every 100 cycles |
| Clean mold surfaces | Reduces material buildup | Daily |
| Replace worn components | Ensures tight seal | As needed |
Inspecting molds periodically is key to catching early signs of wear and tear. Over time, components like the parting line and ejector pins can develop small gaps, especially with high-volume production. Personally, I make it a habit to check for worn components and replace them as needed. aligning the mold halves, tightening parting lines, and cleaning buildup are also essential steps in maintaining that seal. These small adjustments go a long way in keeping flash to a minimum and improving overall part quality.
How do process parameters influence flash?
Process parameters like pressure, temperature, and injection speed play a big role in preventing flash. By optimizing injection pressure, speed, and melt temperature, we can minimize the risk of material escaping the mold cavity and creating flash. Keeping these settings within the recommended range for polypropylene helps maintain part integrity and produce cleaner parts.

In general, lower injection pressures reduce the chance of flash, especially in older or more delicate molds. But here’s the trick—you don’t want the pressure too low, or the part might not fill completely, which brings its own set of issues. Similarly, adjusting the injection speed and melt temperature can help control how the PP material flows. Reducing melt temperature, for instance, makes the material a bit thicker and less likely to sneak into tiny gaps. Fine-tuning these parameters can be the difference between a clean, flash-free part and one that needs extra finishing work.
Why is material flow important for preventing flash?
Think of the flowing molten PP as a river—if it’s channeled smoothly, everything moves in harmony. But if the flow isn’t properly controlled, it’s like a river overflowing its banks, creating mess and chaos. In injection molding, that "overflow" results in flash.
Ensuring proper material flow through gating and runner design helps control the distribution of molten PP, minimizing areas where flash can form. A balanced flow reduces pressure build-up in specific areas, which is crucial in avoiding flash.
Gating and runner design are critical for managing how PP enters and fills the mold. Uneven flow can cause pressure imbalances, increasing the risk of flash in certain areas. By using balanced runners and optimizing gate placement, you create a smoother, more controlled flow that doesn’t force material into areas it doesn’t belong. In some cases, adding venting channels can also help release trapped air, preventing pressure build-up and minimizing flash.
Conclusion
Reducing flash in PP parts requires a combination of mold maintenance, parameter adjustments, and careful attention to material flow. By implementing these strategies, you can produce parts that are cleaner, more precise, and cost-effective. For more guidance or to explore tailored solutions, check out our resource center or contact us to discuss your specific needs.