In injection molding, weld marks are a common defect that affects aesthetics and strength. In addition to temperature and pressure, material properties also affect weld marks. Different plastics have different flow and melting properties.
Weld marks are linear traces formed when multiple strands of molten plastic are not fully fused. This article will discuss the causes of weld marks from three aspects: materials, molds and processes, and provide solutions.
How does the material affect the formation of weld marks?

The fluidity of molten plastics is one of the key factors affecting the formation of weld marks. Materials with good fluidity are more likely to be fully fused at the confluence, reducing the appearance of weld marks.
- Fluidity of the material: Materials with good fluidity are easier to fuse, reducing weld marks.
- Melting temperature of the material: The appropriate melting temperature ensures good fluidity of the material and reduces the weld marks.
- Molecular structure of the material: The crystallinity of the material affects the melting behavior, which in turn affects the weld marks.
- Additives to the material: Lubricants improve flowability, and reinforcing agents may make weld marks more visible.
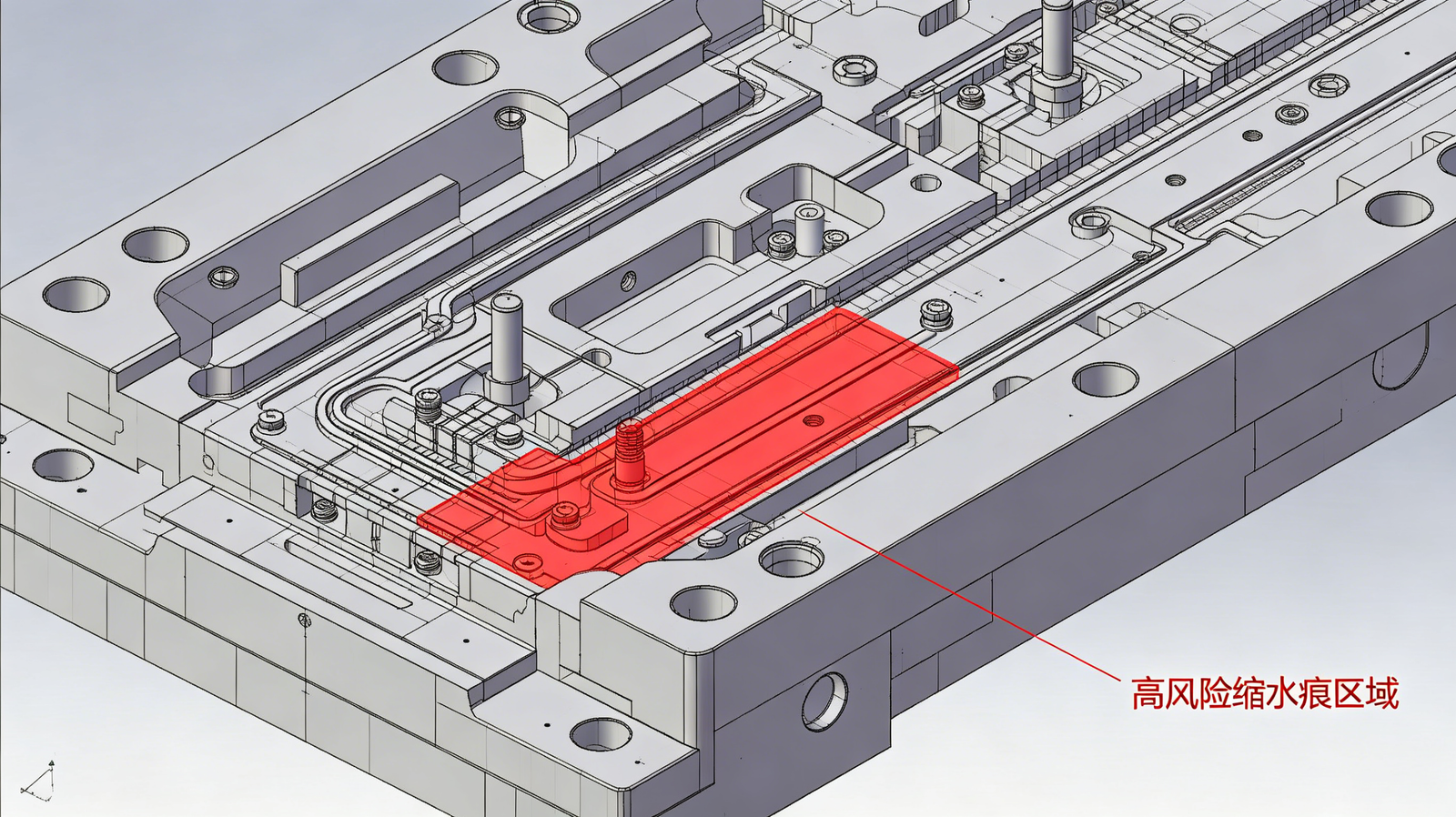
What role does the mold play in the generation of weld marks?

The design and condition of the mold are important factors affecting the formation of weld marks. By optimizing the mold design, the generation of weld marks can be effectively reduced.
- Gate design: The location and size of the gate determine the flow path of the molten plastic, and improper gate design will increase the risk of weld marks.
- Exhaust system: A good exhaust system can effectively remove the air in the mold cavity, avoid hindering the fusion of molten plastics, and reduce weld marks.
- Mold temperature: Proper mold temperature can ensure the fluidity of molten plastic, too high or too low temperature will affect the generation of weld marks.
- Mold structure: Complex mold structures can increase the complexity of the flow path of molten plastic, increasing the risk of weld marks.
How does the injection molding process affect weld marks?

Injection molding process parameters have a significant impact on the formation of weld marks, and by optimizing the injection molding process parameters, the flow and fusion of molten plastics can be effectively controlled, thereby reducing the generation of weld marks.
- Melt temperature: Melt temperature affects fluidity, and a suitable temperature can reduce weld marks, but too high a temperature may lead to material degradation.
- Mold temperature: Mold temperature affects the cooling rate, and a uniform and suitable temperature helps the molten plastic to fully coalesce.
- Injection speed: Proper injection speed can enhance the kinetic energy of the molten plastic and promote fusion, but too high may cause turbulence.
- Injection pressure: Proper injection pressure ensures that the molten plastic fills the mold cavity adequately, helping to reduce weld marks.
The influence of material properties on injection weld marks
| Material Properties | Effect on Weld Lines | Specific Parameters/Comparison Items | Notes |
|---|---|---|---|
| Flowability | Materials with good flowability fuse more easily, reducing weld lines; materials with poor flowability are difficult to fuse sufficiently. | Melt Flow Index (MFI), Viscosity, Flow Length Ratio (L/t) | Flowability is related to the material's MFI, viscosity, and other factors. |
| Melt Temperature | Suitable melt temperature ensures good material flowability, reducing weld lines; too high or too low will affect fusion. | Melt Temperature Range, Thermal Stability, Thermal Conductivity in Melt State | Melt temperature affects the material's viscosity and flowability. |
| Molecular Structure | The crystallinity of the material affects melt behavior, which in turn affects weld lines. | Crystallinity, Molecular Weight Distribution, Molecular Chain Structure (Linear, Branched) | Crystalline materials undergo structural changes during melting and cooling. |
| Additives | Lubricants can improve flowability and reduce weld lines; reinforcing agents may make weld lines more visible. | Lubricant Type (Internal Lubricant, External Lubricant), Reinforcing Agent Type (Glass Fiber, Carbon Fiber) | The type and amount of additives need to be carefully selected. |
| Material Type | Different types of materials have different sensitivities to weld lines. | Polypropylene (PP), Polyethylene (PE), Polystyrene (PS), Polycarbonate (PC), Nylon (PA) | Comparison of weld line sensitivity of common injection molding materials. |
Prevent and reduce weld marks in injection molding
Weld marks are defects that affect the appearance and structural strength of a product. It reduces the aesthetic value of the product and also causes the product to crack or break during use. By understanding the causes of weld marks and taking effective measures, we can improve the quality of injection molded products.
1.Material selection and treatment: select materials with good fluidity and suitable humidity to avoid impurity pollution and reduce weld marks from the source.
2.Mold design optimization: Reasonable design of gates, exhaust and flow channels, control the mold temperature, and ensure uniform flow and full fusion of molten plastics.
3.Process parameter control: Optimize melt temperature, injection speed, pressure and cooling time to control the flow and fusion state of molten plastics.
4.Other measures: Strengthen mold maintenance and quality control, adopt hot runner system and timing control to help reduce weld marks.
conclusion
The generation of weld marks in injection molding is a complex problem that is affected by a combination of material properties, mold design, and process parameters.
For expert assistance in implementing for your production needs, visit our resource center or contact us. Let’s help you scale up your manufacturing with precision and efficiency!