How Sink Marks Affect Product Quality and Market Performance
Sink marks are among the most common and frustrating cosmetic defects in plastic injection molding. A part may look acceptable during initial sampling but develop visible depressions, uneven surfaces, or localized shrinkage during mass production. These defects can negatively affect product appearance, assembly accuracy, and end-user perception. For cosmetic housings and precision structural components, sink marks often indicate deeper process-control issues rather than merely a surface flaw.
Based on years of injection molding experience at Xiamen Ruicheng, we have found that sink marks are rarely caused by a single factor. Material shrinkage, mold design, part geometry, and molding parameters often interact to create the problem. Understanding the root causes of sink marks early in the development process helps prevent costly quality issues later in production.
How Do Sink Marks Form in Injection Molding?
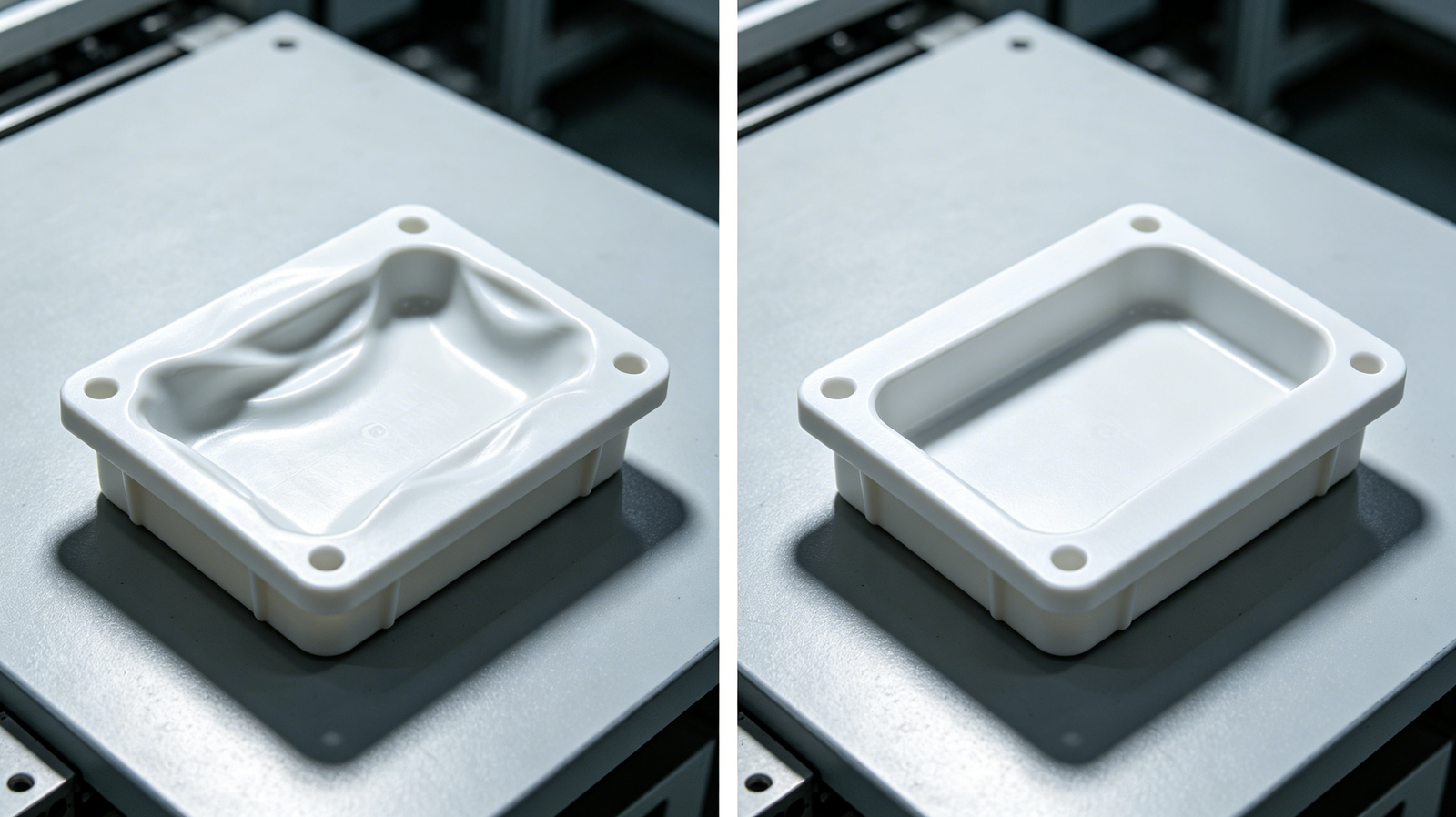
Sink marks occur when molten plastic cools and shrinks unevenly inside the mold cavity. The outer surface solidifies first, while the material beneath continues to shrink, eventually pulling the surface inward and creating a visible depression. During many injection molding projects, Xiamen Ruicheng has observed that thick-wall sections, rib intersections, and screw boss areas are especially susceptible. When internal material shrinkage exceeds the support strength of the outer layer, sink marks become visible on the finished part. Optimizing mold design, wall thickness distribution, and packing parameters can significantly reduce this risk.
Common Locations: Thick sections, ribs, and bosses are typical sink-mark hotspots.
Shrinkage Mechanism: Internal material continues shrinking after the surface has solidified.
Material Influence: High-shrinkage resins are more likely to develop visible sink marks.
Process Impact: Insufficient packing pressure can amplify shrinkage defects.
🔍 Sink marks are primarily caused by shrinkage imbalance rather than equipment failure.
Which Design Mistakes Commonly Cause Sink Marks?

Many sink-mark issues originate during the product design stage. Excessive wall thickness variations, oversized ribs, and concentrated structural features can all create localized shrinkage zones. During DFM reviews, Xiamen Ruicheng frequently applies product optimization and plastic part design principles to identify these risks before tooling begins. A well-designed part geometry is often more effective at preventing sink marks than post-production process adjustments. When rib thickness exceeds approximately 60% of the nominal wall thickness, the likelihood of sink marks increases substantially.
Wall Thickness Control: Uniform wall thickness promotes balanced cooling and shrinkage.
Rib Design: Rib thickness should generally remain between 50% and 60% of the main wall.
Radius Transition: Smooth transitions improve material flow and cooling consistency.
Structural Concentration: Avoid stacking multiple reinforcing features in one location.
📐 Smart product design eliminates many sink-mark risks before production even starts.
How Can Process Adjustments Eliminate Sink Marks?
Processing parameters play a major role in sink-mark formation. In production programs, Xiamen Ruicheng typically optimizes packing pressure and cooling time together to ensure adequate material compensation before gate freeze-off. A properly optimized packing phase can dramatically reduce internal shrinkage and surface depressions. If the gate freezes too early, simply increasing injection pressure may not solve the issue, making gate size and cooling-system optimization equally important.
Packing Optimization: Longer packing times improve material compensation.
Cooling Control: Uniform cooling reduces differential shrinkage throughout the part.
Gate Design: Proper gate location enhances packing efficiency.
Machine Stability: Consistent molding equipment improves process repeatability.
⚙️ Process optimization is often the fastest and most cost-effective way to reduce sink marks.
Common Sink-Mark Causes and Corrective Actions
| Cause | Mechanism | Risk Level | Solution |
|---|---|---|---|
| Thick Walls | Concentrated Shrinkage | High | Optimize Geometry |
| Low Packing | Insufficient Compensation | High | Increase Packing |
| Uneven Cooling | Differential Shrinkage | Medium | Improve Cooling |
| Small Gate | Restricted Material Flow | Medium | Modify Gate Design |
If your project is experiencing sink marks, shrinkage defects, or dimensional instability, our engineering team can provide a detailed DFM review through contact us.
How to Prevent Sink Marks During Product Development
Preventing sink marks during the design phase is far more effective than correcting them after tooling is complete. Xiamen Ruicheng recommends combining DFM analysis, Moldflow simulation, and manufacturability reviews early in development to identify high-risk areas before production begins. Addressing sink-mark risks during product design can significantly reduce tooling modifications, development costs, and production delays. This proactive approach is particularly valuable for automotive electronics, industrial equipment housings, and consumer electronics components.
1.Design Evaluation: Identify high-risk wall-thickness regions early.
2.Flow Analysis: Predict shrinkage and packing performance using simulation tools.
3.Material Selection: Choose resins with suitable shrinkage characteristics.
4.Trial Optimization: Establish stable processing windows before mass production.
FAQ
What is Xiamen Ruicheng’s key advantage in controlling sink marks?
Xiamen Ruicheng combines DFM analysis, Moldflow simulation, tooling expertise, and process validation to identify sink-mark risks before production. Critical dimensions and cosmetic surfaces are continuously monitored to ensure consistent product quality and appearance.
What information is required to evaluate a sink-mark issue quickly?
Providing 3D CAD files, 2D drawings, material specifications, annual volume estimates, and application details allows our engineering team to perform an efficient manufacturability assessment and recommend corrective actions.
How are lead times managed for molded plastic part projects?
Lead times vary depending on tooling complexity, production volume, and project requirements. Xiamen Ruicheng develops customized production schedules to ensure efficient project execution and reliable delivery.
What happens if sink marks appear during mass production?
Our engineering team performs root-cause analysis using molding data, tooling conditions, and inspection results. Corrective actions are validated through process trials before implementation in production.
Can Xiamen Ruicheng provide customized solutions for unique applications?
Yes. We support customized design optimization, material selection, mold modifications, and process development for automotive, industrial, consumer electronics, and smart-device applications.
Conclusion
Although sink marks appear to be a simple cosmetic defect, they often reflect the interaction between product design, mold engineering, material behavior, and process control. By optimizing wall thickness, packing efficiency, cooling performance, and gate design, most sink-mark issues can be prevented before mass production begins. Reliable quality comes from the combined optimization of design, tooling, and molding processes rather than relying on a single corrective action. At Xiamen Ruicheng, we help customers identify and eliminate sink-mark risks early, ensuring stable production and superior product quality.
For expert assistance in implementing solutions for your production needs, visit our resource center or contact us. Let’s help you scale up your manufacturing with precision and efficiency!