Introduction
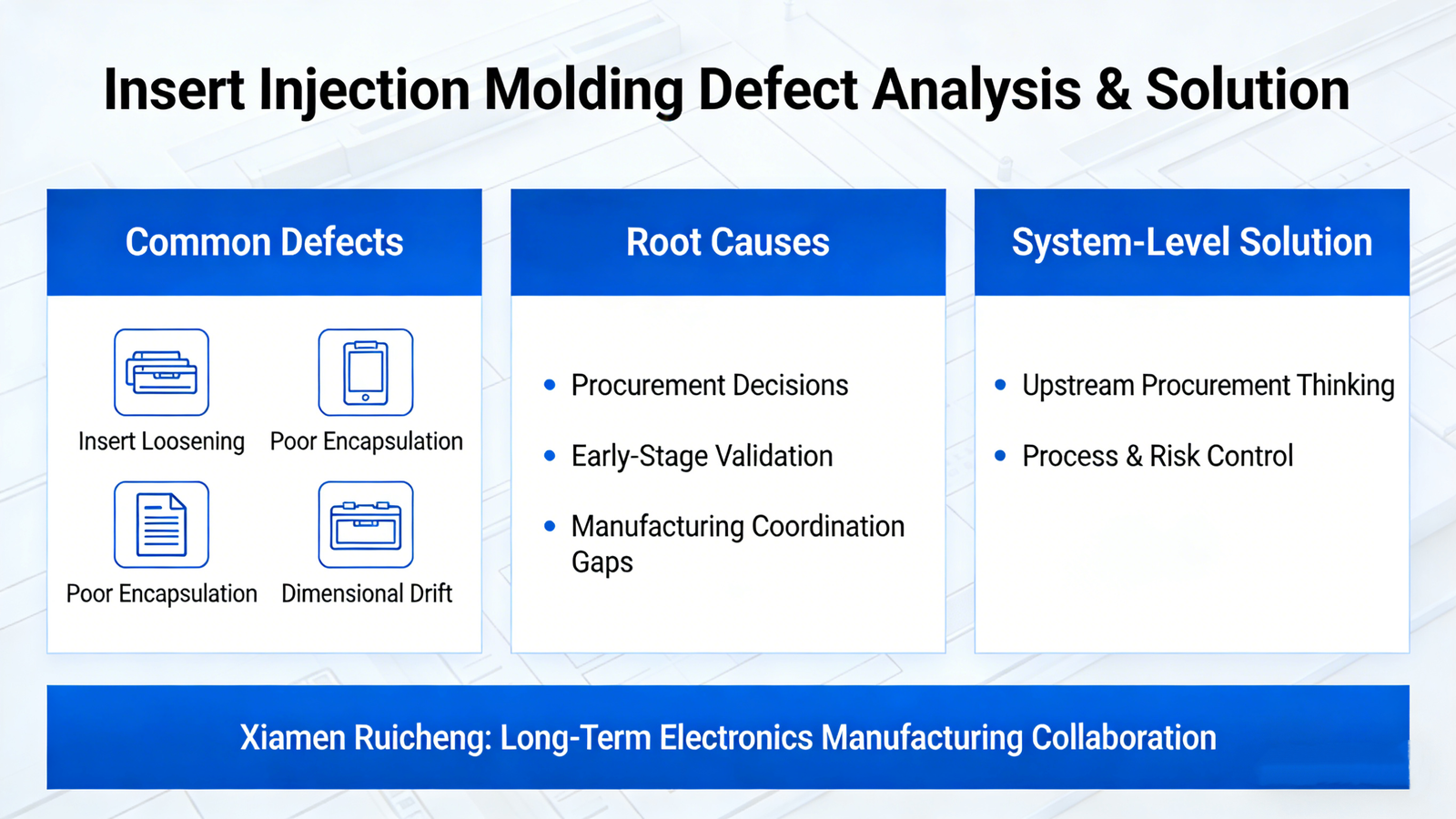
When electronic devices move into large-scale production, insert injection molded components often become a major source of defects. This is rarely caused by a single processing error, but rather by gaps between procurement decisions, early-stage validation, and manufacturing coordination. Many projects perform well during prototyping, yet expose issues such as insert loosening, poor encapsulation, or dimensional drift once volumes increase.
What truly determines mass-production yield is not parameter stacking, but whether insert molding is managed as a system-level decision from the very beginning. Based on long-term cooperation with electronics manufacturers, Xiamen Ruicheng has found that only by shifting procurement thinking upstream toward process and risk control can defect rates be fundamentally reduced.
How Can Unstable Bonding Between Inserts and Plastic Be Prevented in Advance?
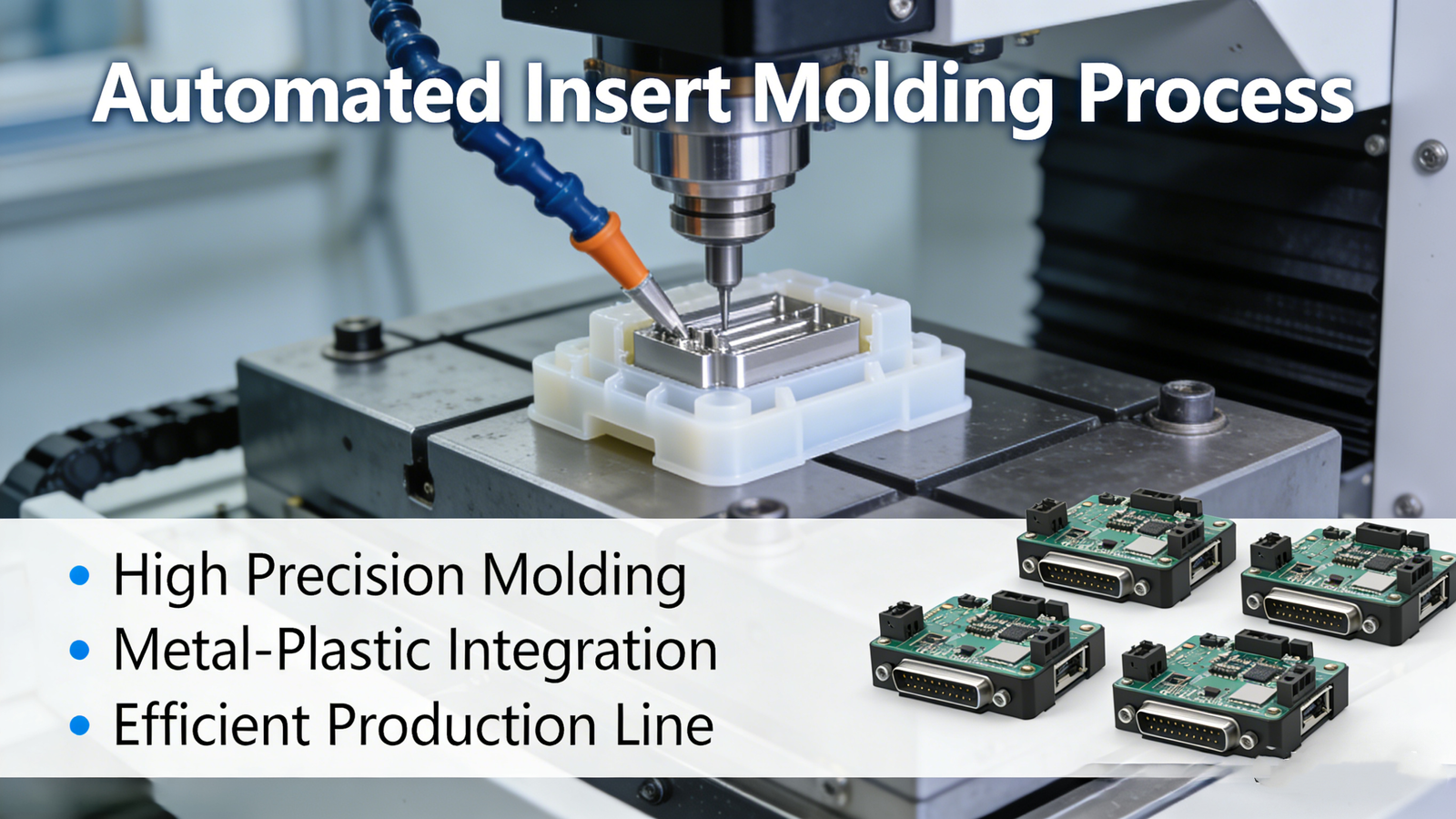
In electronic insert injection molding, the bonding stability between metal or functional inserts and plastic substrates directly affects risks such as insert pull-out, voids, and stress cracking during mass production. Many high-defect cases originate from insufficient early evaluation of material compatibility, insert surface condition, and molding windows, with these risks amplified during scale-up. At Xiamen Ruicheng, we conduct DFM reviews at project initiation and leverage our insert injection molding expertise to identify bonding risks early, while validating long-term stability through proven injection molding processing practices.
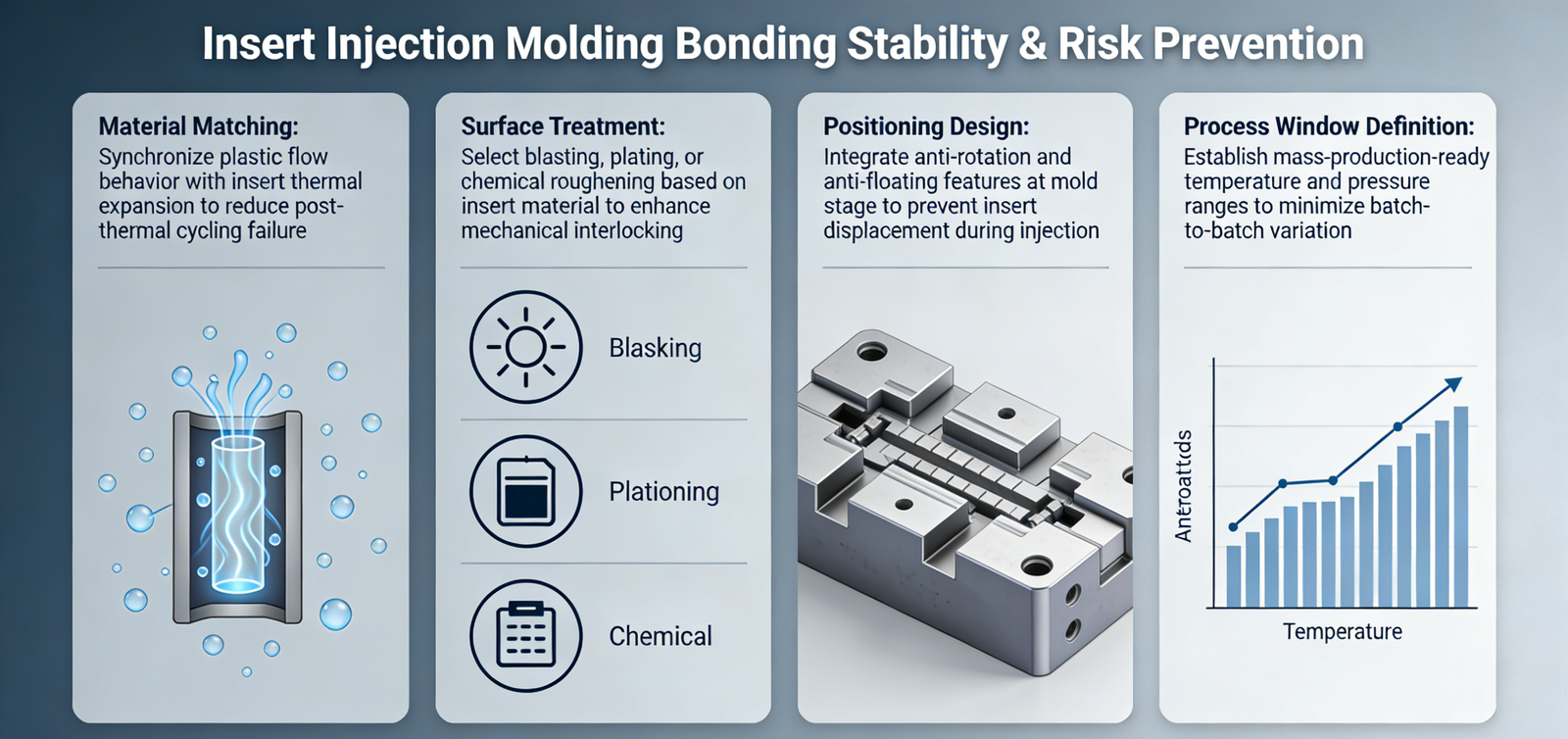
Material matching: Synchronizing plastic flow behavior with insert thermal expansion to reduce failure after thermal cycling.
Surface treatment: Selecting blasting, plating, or chemical roughening based on insert material to enhance mechanical interlocking.
Positioning design: Integrating anti-rotation and anti-floating features at the mold stage to prevent insert displacement during injection.
Process window definition: Establishing mass-production-ready temperature and pressure ranges to minimize batch-to-batch variation.
🔧 Addressing structure and process at the source is key to preventing bonding defects from escalating during mass production.
Why Do Changes in Production Takt Time Amplify Defect Risks?
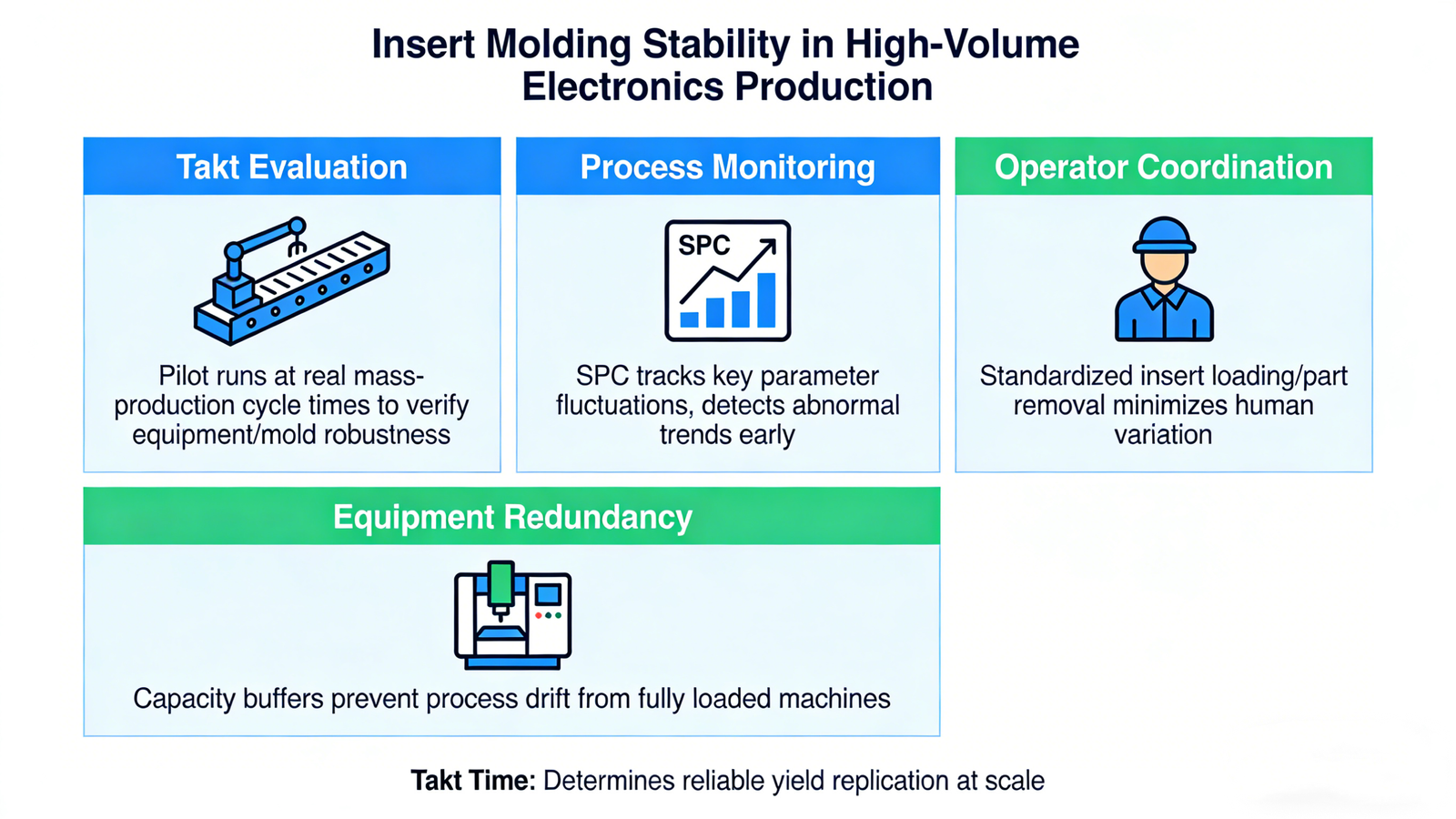
As electronics orders scale up, faster takt times and multi-shift production become common, placing higher demands on insert molding stability. If early validation is performed only under ideal cycle conditions, issues such as incomplete filling or insufficient encapsulation are likely to appear during mass production. Xiamen Ruicheng introduces mass-production takt simulations during pilot runs, combined with quality control systems and injection molding process monitoring to ensure stability under high-load conditions.
Takt evaluation: Running pilot production at real mass-production cycle times to verify equipment and mold robustness.
Process monitoring: Applying SPC to track key parameter fluctuations and detect abnormal trends early.
Operator coordination: Standardizing insert loading and part removal to minimize human variation.
Equipment redundancy: Reserving capacity buffers to avoid process drift caused by fully loaded machines.
⏱️ Takt time is not just an efficiency issue—it determines whether yield can be reliably replicated at scale.
Which Procurement Oversights Most Often Lead to Rework?
In electronics procurement, insert injection molding is often treated as a “mature process,” leading to insufficient evaluation of supplier process capability. The result is frequent rework during mass production, negatively affecting delivery schedules and total cost. Xiamen Ruicheng recommends that buyers focus on supply chain management and process capability index rather than unit price alone during supplier assessment.
Early validation: Confirming the supplier has complete pilot and failure analysis processes, not just sample delivery.
Process transparency: Ensuring key steps are traceable to enable rapid root-cause identification.
Communication mechanism: Establishing dual channels between engineering and procurement to avoid information gaps.
Continuous improvement: Evaluating whether the supplier can optimize continuously during mass production.
📦 Every oversight in procurement will be paid back at a much higher cost during production.
Key Comparisons in Mass-Production Defect Control for Insert Molding
| Dimension | Conventional Practice | Risk Outcome | Ruicheng Approach |
|---|---|---|---|
| Early evaluation | Sample-focused only | Unstable mass production | DFM + mass-production simulation |
| Material selection | Single-parameter choice | Bonding failure | Compatibility validation |
| Takt design | Ideal conditions | Defect amplification | High-load testing |
| Quality control | Post-process inspection | High rework rate | In-process SPC |
To see how these controls can be applied to your project, feel free to reach out via contact us and speak directly with the Xiamen Ruicheng engineering team.
From Product Display to Decision Partnership
Electronics procurement is shifting from “comparing specs and prices” to “comparing processes and risk-control capability,” and insert injection molding clearly reflects this transition. Xiamen Ruicheng no longer focuses solely on finished parts, but participates throughout the decision process to help customers identify and mitigate mass-production risks early. This front-loaded service approach turns defect control into a predictable outcome rather than a reactive fix.
1.Early co-development: Engaging during design and procurement stages.
2.Process validation: Using data rather than assumptions to judge feasibility.
3.Mass-production support: Continuous monitoring instead of one-time delivery.
4.Shared risk mindset: Aligning with customers under common quality objectives.
Frequently Asked Questions (FAQ)
Question: What is the quality baseline for your insert injection molded products?
Answer: Xiamen Ruicheng defines quality around mass-production stability, setting clear defect-rate targets, CPK requirements for critical dimensions, and robust process audits to ensure long-term consistency.
Question: What information do we need to provide for a quick feasibility evaluation?
Answer: Basic drawings, insert material details, and expected volumes are recommended; our engineering team will then provide targeted process and risk feedback.
Question: Are delivery terms different for pilot runs versus mass production?
Answer: Yes, we align different production lines and validation depth based on volume stage to ensure risks are adequately controlled at each phase.
Question: How are quality issues handled during mass production?
Answer: Traceable process data enables rapid root-cause analysis, followed by corrective and preventive actions within agreed response times.
Question: Do you support customized insert molding solutions?
Answer: We offer customized structural and process recommendations based on specific electronic device designs and operating environments.
Conclusion
Avoiding high defect rates in mass production of insert injection molded products requires more than optimizing parameters—it demands a system that integrates decision-making, validation, and production control. By engaging early, maintaining process transparency, and providing continuous support, Xiamen Ruicheng helps customers transform uncertainty into manageable risk. When insert injection molding is embedded into the full decision chain, mass-production yield no longer depends on luck.
For expert assistance in implementing insert injection molding solutions for your production needs, visit our resource center or contact us. Let’s help you scale up your manufacturing with precision and efficiency!