Introduction
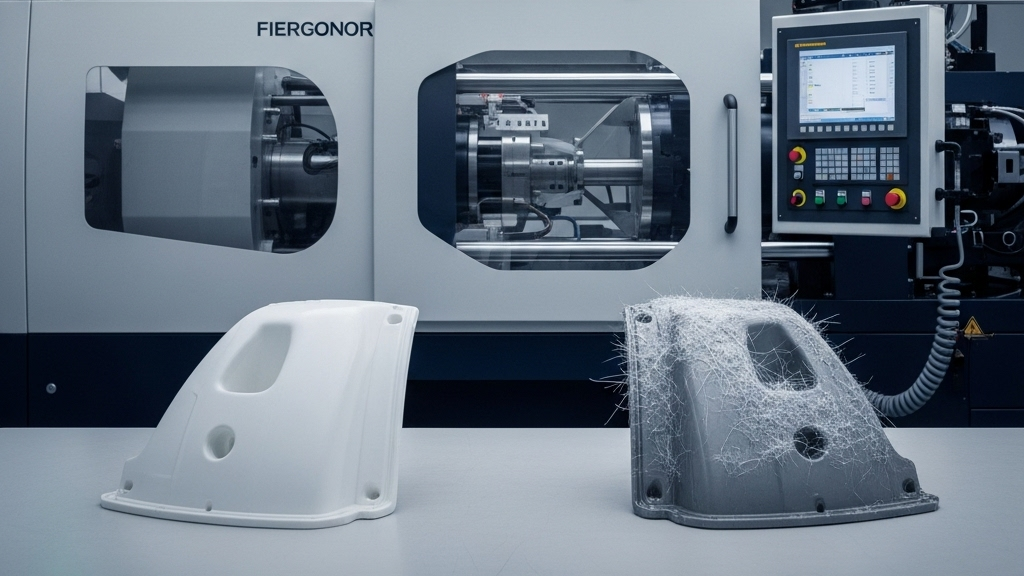
Fiber float is a common appearance defect in glass fiber-reinforced injection molding, usually appearing as white or silvery fiber exposure on the surface. This not only affects the product's appearance but may also impact its mechanical properties.
The causes involve the coordination of mold design, raw material treatment, and injection parameters. Systematically identifying and optimizing each step is key to preventing fiber float.
How to prevent glass fibers from surfacing from the source?

Fiber float often results from uneven material mixing, improper fiber length control, or excessive shear during plasticizing. Excessive shear brings glass fibers to the product surface, causing visible “silver streaks”. Choosing the right materials, screw design, and flow channel layout are effective preventive measures.
- Optimize Material Blending: Ensure uniform mixing of fibers and matrix.
- Control Shear Rate: Avoid high screw speed causing fiber exposure.
- Optimize Screw Selection: Reduce over-shearing zones.
- Use Flow Modifiers: Reduce fiber migration tendency.
💡 Controlling the melt process is the first step to avoid fiber float.
Why can mold structure cause fiber float?

Sharp corners and sudden flow channel changes can lead to high-shear areas in the mold. These local stress points cause fibers to float along the melt flow path. Proper gating and smooth transitions are key to achieving uniform surface quality.
- Improve Runner Design: Avoid sudden flow changes.
- Optimize Gate Location: Distribute shear energy.
- Avoid Overpacking: Minimize fiber migration force.
- Symmetrical Design: Balance melt flow distribution.
🧠 Optimized mold design ensures stable product appearance.
Which injection parameters worsen fiber float?
High temperature and pressure enhance flow but may also cause fiber breakage and surface migration. Especially with high-speed filling and back pressure, fibers tend to move to the surface. Proper injection speed and holding pressure help control fiber float.
- Segmented Injection Speed: Avoid initial shear damage.
- Optimize Holding Pressure: Stabilize fiber distribution.
- Reduce Back Pressure: Lower melt fiber agitation.
- Control Cooling Time: Prevent surface fiber concentration.
🔥 Precise temperature and pressure control lead to flawless surfaces.
Common Causes of Fiber Float
| Factor | Long Fiber | Excessive Shear | Poor Gate Design | Inadequate Cooling |
|---|---|---|---|---|
| Fiber Float Risk | High | High | Medium | Medium |
| Adjustment Difficulty | Medium | Medium | High | Low |
| Appearance Impact | Severe | Severe | Moderate | Moderate |
| Recommended Fix | Short Fibers | Reduce Speed & Pressure | Gate Relocation | Add Cooling Channel |
Why are some reinforcements more prone to fiber float?
Different reinforcements vary in density, surface tension, and rigidity, affecting how they move in melt flow. Glass fibers, due to their size and rigidity, tend to separate and migrate to the surface. Inadequate coating agents worsen this behavior.
1.Larger particles float more easily.
2.Low viscosity matrices cannot lock fibers well.
3.Glass fibers form patterns more easily than carbon fibers.
4.Insufficient coating increases migration risk.
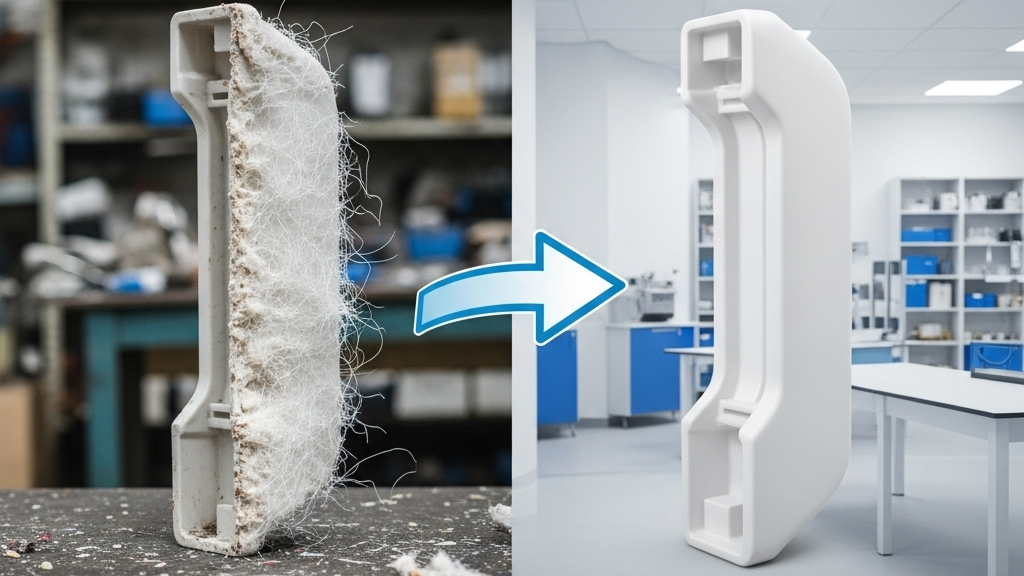
Conclusion
Fiber float is not caused by a single factor, but by the dissonance of materials, mold, and process. The key is to identify the core causes and tackle them step-by-step. Optimizing materials, mold structure, and process settings together enables both aesthetic and functional excellence. Continuous improvement is supported by validation and data tracing.
For expert assistance in implementing for your production needs, visit our resource center or contact us. Let’s help you scale up your manufacturing with precision and efficiency!