Nylon injection molding is widely used for structural parts, gears, and high-strength connectors. Our process integrates high-temperature control, precise runner design, and mold temperature balance to ensure product quality. The key lies in meticulous control of every stage from material drying to mold closure.
With an integrated process and automated inspection systems, we achieve both high efficiency and low defect rates. This standardized workflow significantly reduces rework and scrap rates, offering clients a notable delivery advantage.
How Do We Control Dimensional Accuracy?

Moisture absorption, cooling rate, and mold design directly affect dimensional stability in nylon injection molding. We control water content with pre-drying systems and reduce variation via precision molds and closed-loop systems. Stable cavity temperature is critical to maintain high dimensional accuracy.
- Mold Temperature Control: Keeps mold temperature uniform and avoids deviation.
- Closed-Loop Pressure Control: Adjusts holding pressure in real-time for consistency.
- Mold Steel Precision: High-grade steel ensures cavity consistency.
- Cycle Optimization: Controls cooling and demolding for repeat accuracy.
How Do We Maximize One-Time Forming Success Rate?

Due to nylon’s varying viscosity and moisture absorption, multi-point precision control is crucial. We use drying systems and flow simulations to minimize bubbles, warpage, and shrinkage. High forming success stems from full-process precision before, during, and after molding.
- Runner Optimization: Layout ensures uniform melt distribution.
- Material Pre-Treatment: Drying at 75–90°C to prevent hydrolysis.
- Parameter Database: Stores recipes for intelligent recall.
- Mold Vent Design: Efficient air release to reduce marks.
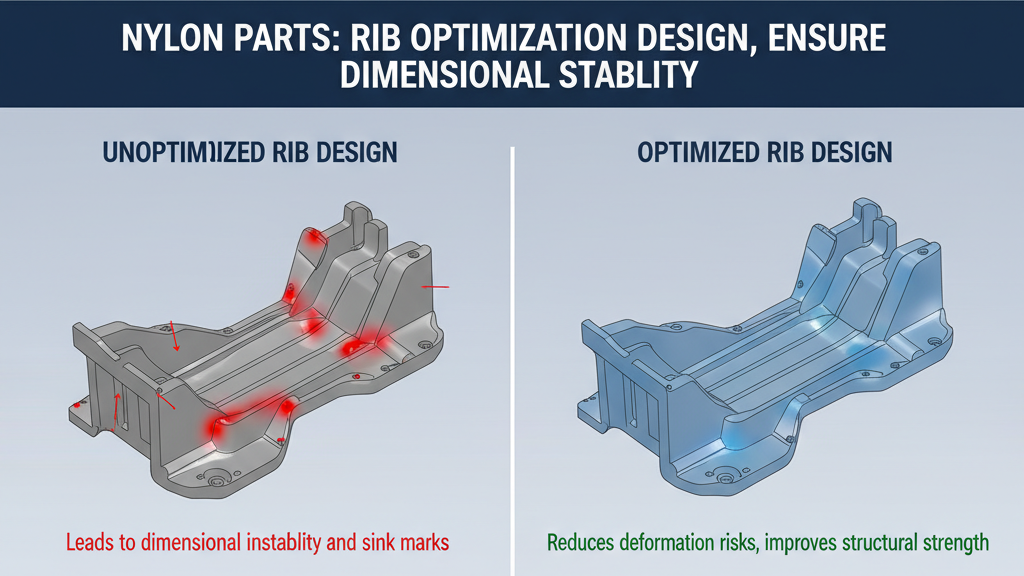
How Do We Prevent Deformation and Stress?

Improper cooling leads to warpage or internal stress. We predict deformation with simulations and design symmetrical cooling and stress dispersion structures. Minimizing deformation requires synchronized stability of temperature and pressure.
- Flow Simulation: Predicts stress zones and optimizes design.
- Symmetrical Cooling: Ensures uniform shrinkage, reducing warpage.
- Local Pressure Compensation: Manages areas with variable thickness.
- Wall Thickness Optimization: Avoids stress concentration.
Process Control Comparison Table
| Process Stage | Standard Nylon Molding | Regular Plastic | High Temp Nylon | Rapid Prototyping |
|---|---|---|---|---|
| Material Prep | High-temp dry 72h | Ambient dry 12h | Vacuum drying | No prep needed |
| Mold Temp Ctrl | Precise ±1°C | ±5°C range | Zoned heating | Variable mold temp |
| One-Time Yield | ≥95% | ~80% | ≥90% | ≤70% |
| Product Accuracy | ±0.05mm | ±0.2mm | ±0.08mm | ±0.5mm |
How to Improve Overall Molding Efficiency
Efficiency isn’t just about equipment, but the systemized workflow. From raw material to final product, we leverage auto-feeding, closed-loop control, and AI parameter suggestions to reduce molding cycles. Standardized process paths are our secret to efficiency.
- Smart Feeding System: Minimizes manual input and downtime.
- Closed-Loop Control: Adjusts pressure/temperature in real-time.
- AI Parameter Engine: Recommends optimal settings by category.
- Quick Mold Change: Boosts flexibility and reduces idle time.
Conclusion
Our nylon injection molding achieves one-time forming with automation and intelligent controls at every key stage. Through advanced temperature regulation, material prep, and mold flow simulations, we’ve built a system that stands out in consistency and speed. This mature process system has helped industries significantly reduce defects and total cost.
For expert assistance in implementing for your production needs, visit our resource center or contact us. Let’s help you scale up your manufacturing with precision and efficiency!